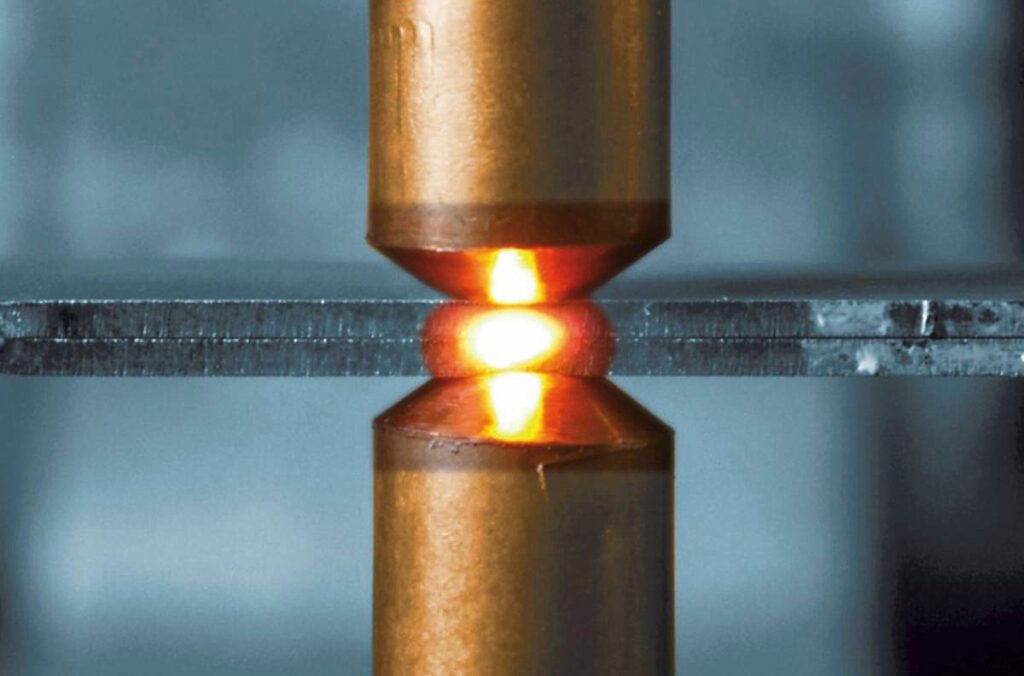
Pour le procédé par points de résistance, deux électrodes cuivre de fort diamètre sont reliées au secondaire d’un transformateur de puissance pour créer de la puissance.
Après serrage des deux pièces à souder par les électrodes, le passage d’un fort courant produit un échauffement par effet Joule. La chaleur produite dans le noyau permet alors le soudage des deux pièces.
Les différentes phases de l’opération de soudage sous le procédé par points de résistance :
1- Éléments à souder posés l’un sur l’autre.
2- Descente de l’électrode supérieure : « Accostage ».
3- Passage du courant : « Soudure » et paramétrages du coffret synchrone en fonction des qualités et épaisseur des pièces à assembler :
- réglage du temps de soudure.
Temps court : minimum d’empreinte, point très rigide.
Temps long : point avec grande résilience, résistance au cisaillement variable ; - réglage de l’intensité.
4- Fin de soudure : « Maintien ». Le maintien après soudure affine le grain du métal fondu et augmente sa résistance mécanique.
L’électrode supérieure remonte : c’est alors la fin de l’effort de serrage.